
 Cкачать
Cкачать Новинки
Новинки Скидки
Скидки Полезная информация
Полезная информация Новости
Новости
Наплавка и напыление
Газопламенное напыление в зависимости от состояния напыляемого материала может быть трех типов: проволочное, шнуровое и порошковое.
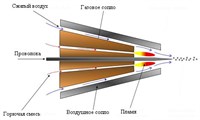 Газопламенное напыление (проволочное, шнуровое) . В обоих случаях напыляемый материал в виде проволоки или шнура подается через центральное отверстие горелки и расплавляется в пламени. Струя сжатого воздуха распыляет расплавленный материал на мелкие частицы, которые осаждаются на обрабатываемой поверхности. Подача проволоки (шнура) производится с постоянной скоростью роликами, приводимыми в движение встроенной в горелку воздушной турбиной, работающей на сжатом воздухе, используемом для напыления, или электродвигателем через редукционный механизм. При этом необходима точная регулировка скорости вращения турбины или
Газопламенное напыление (проволочное, шнуровое) . В обоих случаях напыляемый материал в виде проволоки или шнура подается через центральное отверстие горелки и расплавляется в пламени. Струя сжатого воздуха распыляет расплавленный материал на мелкие частицы, которые осаждаются на обрабатываемой поверхности. Подача проволоки (шнура) производится с постоянной скоростью роликами, приводимыми в движение встроенной в горелку воздушной турбиной, работающей на сжатом воздухе, используемом для напыления, или электродвигателем через редукционный механизм. При этом необходима точная регулировка скорости вращения турбины или
электродвигателя.
 Газопламенное порошковое напыление Напыляемый Порошок поступает в горелку сверху из бункера через отверстие, разгоняется потоком транспортирующего газа (смесь кислород - горючий газ). и на выходе из сопла попадает в пламя, Где происходит ЕГО нагревание Увлекаемые струей горячего Газа частицы порошка попадают На предварительно подготовленную напыляемую поверхность. В порошковых горелках, как и в проволочных, подача напыляемого материала в пламя и разгон образующихся расплавленных частиц может производиться при помощи струи сжатого воздуха или кислорода.
Газопламенное порошковое напыление Напыляемый Порошок поступает в горелку сверху из бункера через отверстие, разгоняется потоком транспортирующего газа (смесь кислород - горючий газ). и на выходе из сопла попадает в пламя, Где происходит ЕГО нагревание Увлекаемые струей горячего Газа частицы порошка попадают На предварительно подготовленную напыляемую поверхность. В порошковых горелках, как и в проволочных, подача напыляемого материала в пламя и разгон образующихся расплавленных частиц может производиться при помощи струи сжатого воздуха или кислорода.
| Порошковые материалы для газопорошковой наплавки и напыления с оплавлением Данные для примера понимания. Реально могут быть использованы порошки, шнуры и прутки других производителей |
||
| Наименование порошкового материала. | Основные свойства и область применения | Твердость наплавленного слоя, HRC (не менее) |
| Т-Термо № 20 | Материал на основе никелевого сплава с медью. Специально разработан для стекольной промышленности. Мягкое покрытие, легко обрабатываемое ручным слесарным инструментом. Применяется для восстановления форм стекольной промышленности, моторных блоков, чугунных станин. | 16 (170 - 230 НВ) |
| Т-Термо № 20 С | Материал системы Ni-B-Si. Материал средней твердости. Предназначен для восстановления и упрочнения опорных поверхностей подшипников, клапанов, седел, выхлопных коллекторов, стекольных форм. Отличное сцепление с чугуном, даже пропитанным маслом. Покрытие обрабатывается режущим инструментом. | 28 |
| Т-Термо № 30 | Материал системы Ni-Cr-B-Si (Cr = 7%). Материал средней твердости. Предназначен для восстановления стекольных форм, опорных поверхностей подшипников. Применим для сталей, нержавеющих сталей и чугунов. Покрытие обрабатывается режущим инструментом. | 28 |
| Т-Термо № 35 | Материал системы Ni-Cr-B-Si (Cr = 11%). Материал средней твердости. Предназначен для восстановления и упрочнения втулок, осей, матриц, форм стекольной и пластмассовой промышленности. Покрытие стойкое к коррозии. Хорошее сопротивление трению металла о метал. Максимальная рабочая температура - 700 ° С. Применим для сталей, нержавеющих сталей и чугунов. Покрытие обрабатывается режущим инструментом и шлифовкой абразивными кругами. | 34 |
| Т-Термо № 40 | Материал системы Ni-Cr-B-Si (Cr = 13%), обладающий стойкостью к ударам и давлениям. Предназначен для восстановления валов, втулок, осей, матриц, форм стекольной и пластмассовой промышленности, клапанов, деталей запорной арматуры. Покрытие стойкое к коррозии . . Хорошее сопротивление трению металла О метал Максимальная рабочая температура -. 800 ° С Применим ДЛЯ сталей *, нержавеющих сталей и чугунов. Покрытие обрабатывается режущим инструментом и шлифовкой абразивным инструментом. | 38 |
| Т-Термо № 50 | Материал системы Ni-Cr-B-Si (Cr = 15%), обладающий стойкостью к термическим ударам и давлениям. Предназначен для упрочнения и восстановления пуансонов стекольной промышленности, инструмента для глубокой вытяжки, защитных втулок насосов и компрессоров. Покрытие стойкое к коррозии. Отличное . сопротивление трению металла О метал Максимальная рабочая температура -. 800 ° С Применим ДЛЯ сталей *, нержавеющих сталей и чугунов. Покрытие обрабатывается шлифовкой абразивным инструментом и специальным режущим инструментом. | 48 |
| Т-Термо № 50 С | Материал системы Ni-Cr-B-Si (Cr = 15%), обладающий стойкостью к повышенному давлению. Предназначен для восстановления и упрочнения инструмента для глубокой вытяжки, кулачков, толкателей, лопастей смесителей, транспортных шнеков. Покрытие стойкое к коррозии. Отличное сопротивление трению . металла О металл Максимальная рабочая температура -. 700 ° С . Применим ДЛЯ сталей *, нержавеющих сталей И Чугунов Покрытие обрабатывается шлифовкой абразивным инструментом. | 48 |
| Т-Термо № 55 | Материал системы Ni-Cr-B-Si (Cr = 16%), обладающий стойкостью повышенному давлению. Предназначен для упрочнения и восстановления лопастей вентиляторов, шнеков, насосных поршней, валков прокатных станов, защитных втулок насосов и компрессоров. Покрытие стойкое к коррозии. Отличное . сопротивление трению металла О метал Максимальная рабочая температура -. 700 ° С Применим ДЛЯ сталей *, нержавеющих сталей и чугунов. Покрытие обрабатывается шлифовкой абразивным инструментом и специальным режущим инструментом. | 54 |
| Т-Термо № 620 | Материал на основе сплава Ni-Cr-B-Si с 20% карбида вольфрама. Предназначен для восстановления и упрочнения кулачков, толкателей, лопастей смесителей. Максимальная рабочая температура -. 800 ° С . Применим для сталей *, нержавеющих сталей И Чугунов Покрытие обрабатывается шлифовкой абразивным инструментом. | 50 |
| Т-Термо № 635 | Материал на основе сплава Ni-Cr-B-Si с 35% композита на основе карбида вольфрама. Предназначен для восстановления и упрочнения пуансонов керамических прессов, скребковых элементов, лопастей мешалок, шнеков керамической промышленности. Максимальная рабочая температура -. 700 ° С Применим ДЛЯ сталей *, нержавеющих сталей и чугунов. Покрытие обрабатывается шлифовкой алмазным или абразивным инструментом. | 55 |
| Т-Термо № 650 | Материал на основе сплава Ni-Cr-B-Si с 50% туалет -. W 2 C (релит) Предназначен для восстановления и упрочнения пуансонов керамических прессов, скребковых элементов, лопастей мешалок, шнеков керамической промышленности. Максимальная рабочая температура -. 700 ° С . Применим для сталей *, нержавеющих сталей И Чугунов Покрытие обрабатывается шлифовкой алмазным или абразивным инструментом. | 55 |
| Т-Термо № 655 | Материал на основе сплава Ni-Cr-B-Si с 55% композита на основе карбида вольфрама. Покрытие имеет повышенную абразивную износостойкость в сочетании с сопротивлением давлению, механическим и тепловым ударам, коррозии и кавитации; . обрабатывается шлифовкой алмазным или абразивным инструментом Максимальная рабочая температура -. 700 ° С Предназначен ДЛЯ упрочнения И восстановления тяговых роликов волочильных машин, прокатных конусов, катков кручения защитных втулок и плунжеров насосов, лопастей смесителей, почвообрабатывающего инструмента. | 55 |
| Т-Термо № 660 | Материал на основе сплава Ni-Cr-B-Si с 60% WC - W 2 C. Покрытие имеет повышенную абразивную износостойкость в сочетании с сопротивлением давлению и обрабатывается шлифовкой алмазным инструментом. Максимальная рабочая температура-700 ° С. Предназначен для упрочнения и восстановления почвообрабатывающего инструмента, шнеков, скребковых элементов, деталей кирпичных пустотообразователей. | 55 |
| Т-Термо № 680 | Материал с 80% композита на основе карбида вольфрама. Предназначен для нанесения износостойких покрытий на детали машин и оборудования методами напыления по типу "триплекс". | 50 |
| * Кроме сталей мартенситного класса | ||
Порошковые проволоки для наплавки.
Наплавка – нанесение с помощью сварки слоя металла на поверхность изделия. При восстановлении, ремонте наплавку выполняют примерно тем же металлом, из которого изготовлено изделие, однако такое решение не всегда целесообразно. Иногда при изготовлении новых деталей (и даже при ремонте) целесообразней на поверхности получить металл, отличающийся от металла детали. Действительно, в ряде случаев условия эксплуатации поверхностных слоев значительно отличаются от условий эксплуатации всего остального материала изделия. Так, например, если деталь (изделие) должна определять общую прочность, которая зависит от свойств металла и его сечения, то поверхностные слои часто дополнительно должны работать на абразивный или абразивно-ударный износ (направляющие станин, зубья ковшей землеройных орудий, желоба валков канатно-подъемных устройств и др.). Условия работы могут усложняться повышенной температурой, эрозионно-коррозионным воздействием окружающей среды (морской воды, различных реагентов в химических производствах и др.). В качестве примера можно указать клапаны двигателей, уплотнительные поверхности задвижек, поверхности валков горячей прокатки и т.п. Иногда такие детали и изделия целиком изготовляют из металла, который обеспечивает и требования к эксплуатационной надежности работы его поверхностей. Однако это не всегда наилучшее и, как правило, не экономичное решение. Часто оказывается целесообразней все изделие изготовлять из более дешевого и достаточно работоспособного металла для конкретных условий эксплуатации и только на поверхностях, работающих в особых условиях, иметь необходимый по толщине слой другого материала. Иногда это достигается применением биметаллов (низкоуглеродистая сталь + коррозионно-стойкая сталь; сталь + титан и др.), а также поверхностным упрочнением (поверхностной закалкой, электроискровой обработкой и др.), нанесением тонких поверхностных слоев (металлизацией, напылением и пр.) или наплавкой слоев значительной толщины на поверхность.
В изготовлении новых изделий в целях обеспечения надлежащих свойств конкретных поверхностей обычно применяют относительно простые стали (например, низкоуглеродистые), а на рабочие поверхности наплавляют, например, бронзу, заменяя тем самым целиком бронзовую деталь, кислотостойкую сталь (для работы в условиях воздействия соответствующей химически агрессивной среды) или материал, хорошо работающий на истирание (при наличии трения с износом) и т.п.
Такие слои можно наносить на наружные поверхности деталей (например, валы, валки прокатного оборудования, рельсовые крестовины и др.) или внутренние поверхности – обычно цилиндрических изделий (корпуса химических и энергетических реакторов, оборудование химических производств и др.).
Наплавку осуществляют нанесением расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный слой образует одно целое с основным металлом (металлическая связь). При этом, как правило (кроме некоторых случаев ремонтной наплавки, применяемой для восстановления исходных размеров деталей), химический состав наплавленного слоя может значительно отличаться от состава основного металла. Толщина наплавленного металла, образованного одним или несколькими слоями, может быть различной: 0,5 … 10 мм и более.
Необходимые свойства металла наплавленного слоя зависят от его химического состава, который, в свою очередь, определяется составом основного и дополнительного металлов и долями их участия в образовании шва. Влияние разбавления слоев основным металлом тем меньше, чем меньше доля основного металла в формировании слоя (γ0). В связи с этим для случаев (а их большинство), когда желательно иметь в наплавленном слое состав, максимально приближающийся к составу наплавляемого металла, необходимо стремиться к минимальному проплавлению основного металла, т.е. к уменьшению доли основного металла в металле шва (γ0).
При многослойной наплавке состав каждого слоя различен, так как различна доля участия основного металла (на который наплавляют) в образовании наплавленного слоя. Если при наплавке 1-го слоя основной металл непосредственно участвует в формировании шва, то при наплавке 2-го и последующих слоев он участвует косвенно, определяя состав предыдущих слоев. При наплавке большого числа слоев при некоторых условиях наплавки состав металла поверхностного слоя может быть идентичен дополнительному наплавляемому металлу.
Доля участия основного металла в формировании наплавленного металла зависит как от принятого способа, так и от режима наплавки. Различные дуговые методы наплавки отличаются друг от друга тепловой подготовкой основного и наплавляемого металлов. Так, например, при плазменной наплавке с токоведущей присадочной проволокой тепло-вложение преимущественно осуществляют в присадочную проволоку, основной металл подогревается достигающими его поверхности остывающими потоками плазмы дуги и теплотой перегретого жидкого наплавляемого металла. Проплавление основного металла в этом случае может быть заметно уменьшено. Наоборот, при дуге прямого действия, когда на основном металле располагается катодное или анодное пятно дуги, ограничить расплавление основного металла значительно труднее, особенно при значительном сосредоточении дугового разряда (уменьшении диаметра плавящегося электрода, увеличении плотности тока в электроде). Рассредоточение тепловложения в основной металл, например при ленточном электроде, когда дуга перемещается по торцу ленты от одного конца к другому и иногда возникает одновременно в нескольких местах, может заметно снизить долю расплавляемого основного металла. При ручной дуговой наплавке покрытыми электродами, а особенно при механизированной наплавке плавящейся электродной проволокой в среде защитных газов или под флюсом, доля основного металла в наплавленном слое ?0, как правило, не может быть, без опасности получения непровара, снижена менее чем до 0,2 мм.
Сопоставление долей участия основного металла в 1-м слое применительно к наплавке хромоникелевой аустенитной стали на низкоуглеродистую различными способами наплавки на обычных режимах приведено в виде диаграммы на рисунке 1. Естественно, что γ0 зависит также от свойств основного и наплавляемого металлов, в частности от их температуры плавления. Например, дуговая наплавка покрытыми электродами, обеспечивающими наплавленный металл типа алюминиевой бронзы (Тпл = 1000 0С), на низкоуглеродистую сталь дает меньшую долю γ0, чем показано на рис. 1 для того же способа наплавки, но высоколегированной стали (Тпл = 1420 0С). Определенную роль в этом снижении γ0 играет и увеличение коэффициента наплавки αн (г/А*ч), который при бронзовых электродах составляет ~18 г/(А*ч), а при электродах из высоколегированной стали ~13 г/(А*ч).

Рис. 1. Доля участия основного металла в первом слое наплавки (хромоникелевая аустенитная сталь), выполненной различными способами на обычных режимах
1 – автоматическая под флюсом; 2 – ручная дуговая покрытыми электродами;
3 – автоматическая под флюсом с дополнительной присадочной проволокой;
4 – автоматическая под флюсом ленточным электродом; 5 – плазменной струей с токоведущей проволокой
Аналогично может влиять и применение при наплавке, выполняемой под флюсом или в защитных газах, электродной ленты, спрессованной из порошков, по сравнению с прокатной. Большее электрическое сопротивление спрессованной ленты и ее меньшая теплопроводность приводят к более быстрому ее расплавлению и возможному уменьшению доли основного металла в наплавленном слое.
Естественно, что на долю основного металла в наплавленном слое влияет и интенсивность теплоотвода в наплавляемом изделии, который зависит от теплофизических свойств металла этого изделия, его геометрических размеров (в частности, толщины металла вблизи наплавляемой поверхности), а также наличия искусственного регулирования термического режима наплавляемой детали (сопутствующего наплавке подогрева или интенсификации охлаждения различными приемами). На рисунке 2 показано влияние на величину γ0 толщины наплавляемой детали (алюминиевой бронзы) при наплавке монель-металла покрытыми электродами разного диаметра. При увеличении толщины детали усиливается теплоотвод и уменьшается проплавление основного металла.
Рис. 2. Влияние толщины детали и режима наплавки на долю основного металла в одиночном валике (γ0) при наплавке медно-никелевыми электродами на бронзу
1 – Ø 4 мм, Iсв =140 А; 2 – Ø 5 мм, Iсв = 190 А; 3 – Ø 6 мм, Iсв = 210 А
Обеспечение в наплавленном металле (особенно при однослойной наплавке) требуемого состава в некоторых случаях может потребовать использования дополнительных (присадочных электродных) металлов таких составов, при которых ухудшается их деформируемость. Поэтому оказывается невозможным из таких сплавов изготовить электродную проволоку, прокатать ленту. В этом случае наплавочные материалы могут быть получены в порошкообразном либо зернообразном виде. Использование порошков и зерен затрудняет наплавку, в частности в связи с возможным раздуванием порошков и отсутствием стабильности легирования по длине наплавки из-за сепарации частиц получить необходимый состав металла даже в 1-м слое (правда, в основном для небольшой площади наплавки на деталях малых размеров) можно наложением на наплавляемую поверхность предварительно спрессованных из порошков (иногда спеченных или скрепленных какой-нибудь связующей добавкой) наплавочных заготовок (колец и пр.) с последующим их расплавлением и подплавлением располагающегося под заготовкой основного металла. Для этого наиболее часто в качестве источника нагрева используют дугу с неплавящимся, обычно вольфрамовым, электродом, плазму или токи высокой частоты. При правильном подборе режима основной металл, получающий подогрев за счет теплопередачи через наплавочный металл, может расплавляться ограниченно, не приводя к большим значениям ?0 в наплавленном слое. Значительно менее стабильные результаты получаются при наплавке зернистых твердых сплавов угольной дугой. Схемы наиболее распространенных способов наплавки приведены на рисунке 3.
Широкое применение в настоящее время находят плазменные методы наплавки и напыления. Основные схемы плазменной наплавки представлены на рисунке 4. Наибольшее распространение получила плазменно-порошковая наплавка. При плазменной наплавке обеспечивается высокое качество наплавленного металла, малая глубина противления основного металла при высокой прочности сцепления, возможность наплавки тонких слоев.
В зависимости от условий эксплуатации поверхностных слоев различных изделий требования к наплавленному слою различны. Наибольшее распространение получили наплавочные слои, которые можно классифицировать в основном по пяти группам:
1. Стали (углеродистые и высокоуглеродистые, хромомарганцовистые, хромистые и высокохромистые, хромоникелевые, высоковольфрамовые и молибденовые);
2. Специальные сплавы на основе железа (высокохромистые чугуны, сплавы с хромом и бором, сплавы с кобальтом, молибденом и вольфрамом);
3. Сплавы на основе никеля и кобальта (хромоникелевые сплавы с бором и кремнием, никелевые сплавы с молибденом, кобальтовые сплавы с хромом и вольфрамом);
4. Карбидные сплавы (с карбидами вольфрама, ванадия, хрома);
5. Сплавы на медной основе (бронзы алюминиевые, оловянно-фосфористые).

Рис. 3. Схемы основных способов дуговой и электрошлаковой наплавки
а) угольным (графитовым) электродом (1) расплавлением слоя сыпучего зернистого наплавочного сплава (2);
б) ручной дуговой покрытым электродом (1) с легирующим покрытием (2);
в) неплавящимся вольфрамовым электродом (1) в защитных инертных газах с подаваемым в дугу присадочным прутком (2);
г) плавящимся электродом (1) в защитных (инертных, активных) газах;
д) автоматическая дуговая плавящейся электродной (обычно легированной) проволокой (1) под флюсом (2);
е) плавящейся лентой (1) катаной, литой или прессованной из порошков в защитных газах или под флюсом;
ж) расплавлением плазменной струей плазмотрона (1), предварительно наложенного литого или спеченного из порошков кольца (2) наплавочного материала;
з) электрошлаковая наплавка плавящимися электродами (1) с перемещаемым составным медным ползуном (2);
и) наплавляемая деталь; 4 – наплавленный слой

Рис. 4. Схемы плазменной наплавки
а) плазменной струей с токоведущей присадочной проволокой; б) плазменной дугой с нейтральной присадочной проволокой; в) комбинированный (двойной) дугой одной проволокой; г) то же, с двумя проволоками; д) горячими проволоками;
е) плавящимся электродом; ж) с внутренней подачей порошка в дугу; з) с внешней подачей порошка в дугу; 1 – защитное сопло; 2 – сопло плазмотрона; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – присадочная проволока; 7- изделие; 8 – источник питания косвенной дуги; 9 – источник питания дуги прямого действия; 10 – трансформатор; 11 – источник питания дуги плавящегося электрода; 12 – порошок; 13 – порошок твердого сплава.
Внутри каждой из этих групп имеется большое количество различных вариантов составов, которые обеспечивают те или иные характеристики, требуемые для конкретных условий эксплуатации изделия. Как правило, задача наплавки – получение достаточно однородного по требуемым характеристикам (техническим условиям) слоя наиболее экономичными и производительными методами.
Обычно наплавляют на конструкционные углеродистые или низко- и среднелегированные стали.
При наплавке мартенситных сталей, аустенитных сталей на низкоуглеродистые или низколегированные возможно образование хрупких прослоек промежуточных составов, зон с выпадением твердых и малопластичных интерметаллидов, зон с ослабленными границами зерен в связи с прониканием жидкого наплавляемого металла, малорастворимого в основном металле (при наплавке медных сплавов на ряд сталей). При наличии таких прослоек возможны хрупкие разрушения (образование трещин, отслаивание слоя от основного металла) еще при изготовлении изделия. В результате часто приходится отказываться от выполнения наплавки одним составом наплавляемого материала (обеспечивающего требуемые свойства поверхности), и применять усложненную технологию – предварительно наплавлять подслой, т.е. промежуточный слой из другого наплавочного материала, который может обеспечить надежные свойства в зоне сплавления с основным материалом детали, а затем тот материал, который требуется на поверхности наплавленной детали по условиям ее надежной эксплуатации.
При наплавке медных сплавов на ряд сталей могут образоваться межзеренные трещины в основном металле, распространяющиеся обычно перпендикулярно границе сплавления. Применение подслоя из хромоникелевой ферритно-аустенитной стали (с содержанием в структуре не менее 40 % ферритной фазы) полностью исключает возникновение подобных трещин при последующей наплавке на такой подслой сплавов на медной основе. Иногда необходимость подслоя может вызываться и другими причинами. Например, при эксплуатации наплавленной детали в условиях частых теплосмен в результате различных значений коэффициентов линейного расширения основного металла и металла первого слоя в зоне сплавления возникают иногда очень большие термические напряжения, вызывающие после воздействия определенного числа циклов разрушения в результате термической усталости.
В целях уменьшения локализации напряжений целесообразно предварительно на основной металл наплавлять подслой с промежуточным значением коэффициента линейного расширения. Такой подслой ограничивает развитие диффузионных прослоек (обезуглероживание в углеродистой стали и появление карбидной прослойки в более легированной аустенитной стали возле линии сплавления), которые после длительной работы, наплавленной детали при высоких температурах или после термообработки изделия в некоторых случаях могут снижать эксплуатационные характеристики изделия.
Таким образом, в различных случаях при наплавке необходимо комплексно решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл детали или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавочных материалов; выбор термического режима для выполнения наплавки (сопутствующего подогрева для исключения получения хрупких подкаленных зон в металле детали или в хрупком наплавленном слое; интенсификации охлаждения наплавляемой детали, когда для металла нежелательно длительное пребывание при высоких температурах); установление необходимости последующей термической (общей или местной) обработки (для получения необходимых эксплуатационных характеристик или возможности промежуточной механической обработки).
При возможности получения желаемых результатов путем использования нескольких способов наплавки (если необходимо и последующей механической обработки) важны и технико-экономические показатели сопоставляемых способов.
Наша компания является эксклюзивным продавцом, и имеет в продаже, различные виды электродов для материалов используемых в различных условиях (трение, удары, высокие температуры, механический наклеп ...)
Используемое оборудование в работе: стандартный сварочный аппарат постоянного тока на 200-220А
УПРОЧНЕНИЕ:
- Буровые долоты (козырьки лап и тыльные конуса шарошек (шарошечных долот), рабочие кромки перьевых долот), замков буровых труб
- Режущие кромки ножей для измельчения использованных полиэтиленовых бутылок, стеклобой
- Ножи для измельчения мягких пород дерева
- Скребки разного рода конвейеров
- Шнеки и трубопроводы для транспортирования абразивной пульпы (в том числе измельченного шлака)
- Бронедиски, рабочие колеса и корпуса шламовых насосов
- Лопатки смесителей для абразивных растворов и глины
- Шнеки экструдеров, т.ч. в для производства кирпича, кафельной плитки и т.п.
- Рабочих органов землеройной техники (ножи бульдозеров и грейдеров, зубья и ковши экскаваторов, клыки для рыхления грунта и т.п.)
- Рабочих органов помольного и дробильного оборудования (билы и молотки, щеки, конуса, ролы и т.п.)
подробности по ссылке
/catalog/ep_tb_2_40.aspx